















14
2022
-
06
车铣复合机床加工可以极大提高生产率
车铣复合机床是指在数控车床增加Y轴和铣削动力头,铣削动力头可以安装在径向也可以安装在轴向,通过Y轴实现上下移动。铣刀参与加工旋转工件,此加工方式综合了铣削及车削技术,有众多优点。随着近些年多任务机床的推广,车铣复合机床加工才更加展示出其优势。
多年来,即使数控车床已经被广泛接受和使用,金属切削机床的发展依然过于传统,特定机床都按照车削、铣削和钻削等各自的功能进行发展。如果夹持铣刀或钻头这类旋转刀具的加工中心能整合用于数控车削加工,那么通过减少工件的装夹次数以及从这台机床移至另一台机床的次数,可缩短停机时间,提高加工效率;这种增效诉求,引发了在传统数控车床上加装旋转动力头的变革,也由此实现了车铣复合加工。当今的现代化多任务机床带有可使得刀具旋转与移动的Y轴,先进的控制系统及前沿的CAM软件,令工件通过一次装夹即可完成主要的加工任务。
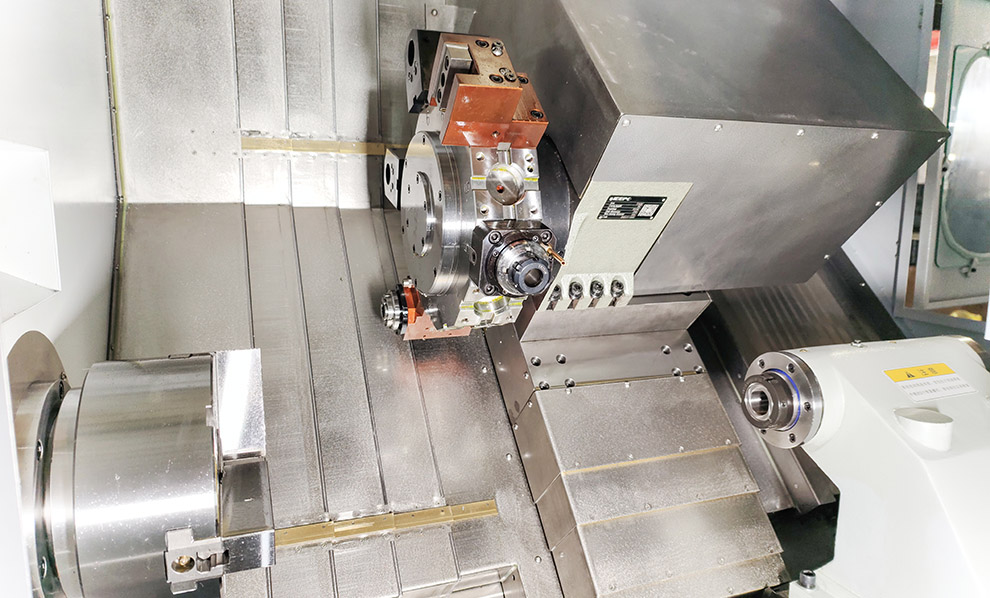
动力刀塔车铣复合机床结构
车铣复合加工有两种主要的加工形式:工件与刀具轴线平行时的外形轮廓加工;工件与刀具轴线垂直时的面加工。外形轮廓车铣复合加工类似于采用螺旋插补铣的方式加工旋转工件的内外轮廓;而面加工式车铣复合加工仅能加工外表面。尽管车铣复合加工看起来与车削加工非常相似,简直就像采用旋转的铣刀进行车削加工那么简单,但是这两种加工方式却有着本质的不同。车铣复合加工的切削速度由铣刀的转速决定;不同于车削加工的切削速度由工件的转速定义。车铣复合加工中工件的转速仅与进给相关。
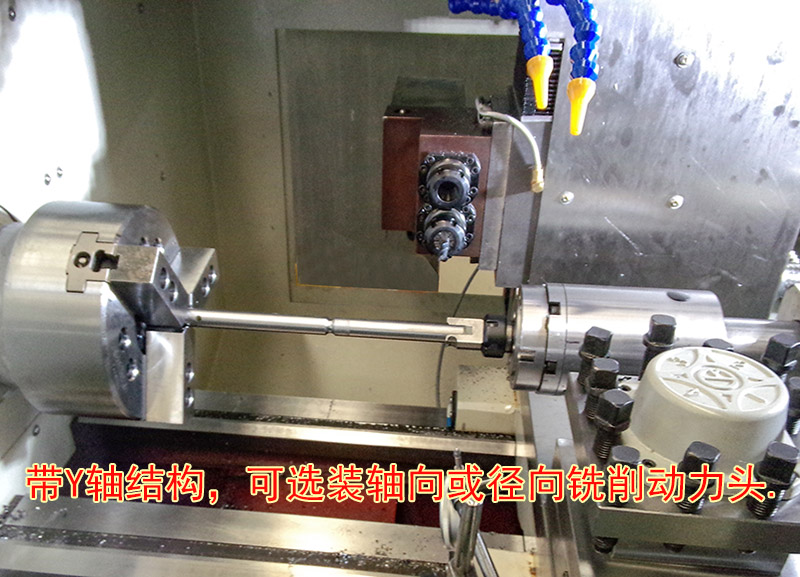
带Y轴的车铣复合机床结构
车铣复合加工的优势及其应用领域如下:
◆首先,加工非连续表面可导致断续切削,如加工各种槽及清根等情况时。在经典车削加工中,此操作可产生不利于加工的冲击载荷,导致加工表面质量差及刀具的提前磨损。在车铣复合加工中,所采用的刀具为铣刀,铣削本身就是在负载周期性地变化中进行断续切削。
◆被加工材料为长切屑材料时。在车削加工中,切屑成形是难以对付的事情;为车刀寻找到合适的断屑槽也并非那么容易完成的任务。应用于车铣复合加工的铣刀产生的是短切屑,这显著提高了对切屑的控制。
◆以加工带偏心轴颈的曲轴及主轴为例:在车削加工中,诸如曲轴颈,偏心凸轮等工件的偏心质量可导致不平衡力的产生,对加工产生不利的影响;而车铣复合加工因工件的低转速而避免了这样的负面影响。
◆同样地,看看重型工件的加工:在车削加工中,切削速度由工件的转速决定,受机床主轴驱动的限制。当主轴驱动不能带动重型工件旋转至所需转速,切削速度则远小于理论值范围;并拉低了车削加工的整体表现。而车铣复合加工则有效避免了上述加工难点。
然而,采用车铣复合加工方法进行生产制造,需要明确刀具与工件的相对位置,正确地选取刀片形状及加工路径。比如,刀具位置对形状误差产生影响;刀片形状对被加工表面质量产生影响。通常会采用带修光刀片的铣刀获得最终的工件形状。实施车铣复合加工需充分考虑刀具的选择及切削参数的确定,并需要经过试切验证。
在生产制造中引入车铣复合加工可解决加工难题,并大幅提高产量。在拥有适合的现代化机床及经过正确选择的切削刀具时,采用相对新的、代表未来加工发展方向的加工方式提高生产率已成为可能。
For more information
2022-06-18
2022-06-14
2022-06-08
2022-06-02
2022-06-01
2022-05-20





