















01
2022
-
06
提高数控车床的切断、切槽效率的方法
数控车床在加工零件时,切断工件时最不可缺少的工序,同时工件上的切槽也是最常见的。切断、切槽的效率和机床的刚性分不开。数控车床主轴的刚性、刀塔和刀座的刚性都是影响工件发震的主要原因。还有在切断、切槽中的切削方法也是最关键的。下面我们从切削方法中去分拆一下如何提高切断、切槽工件加工的效率。
1、数控车床切槽
1)车沟槽的常见方法。在工件表面上车沟槽的常见方法有车外槽、车内槽和车端面槽。
2)车槽刀的选择。一般选用高速钢车槽刀车槽。
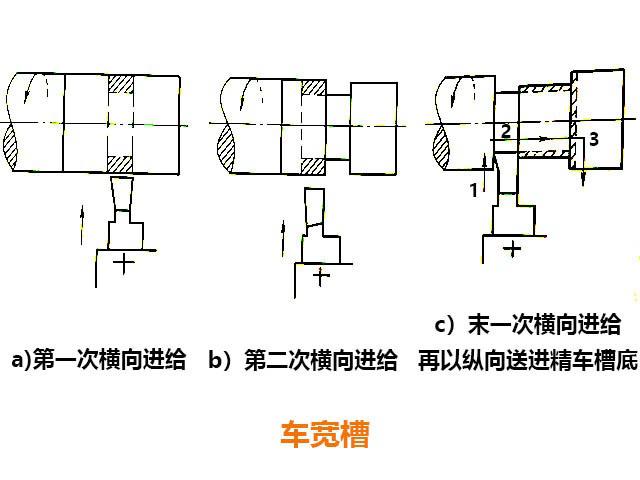
3)车槽的方法。车削精度不高的和宽度较窄的矩形沟槽,可以用刀宽等于槽宽的车槽刀,采用直进法一次车出。车削精度要求较高的矩形沟槽,一般分两次车成。
车削较宽的沟槽,可用多次直进法切削,并在槽的两侧留一定的精车余量,然后根据槽深、槽宽精车至尺寸。车削较小的圆弧形槽,一般用成形车刀车削;车削较大的圆弧槽,可用双手联动车削,用样板检查修整。车削较小的梯形槽,一般用成形车刀完成;车削较大的梯形槽,通常先车直槽,然后用梯形刀直进法或左右切削法完成。
4)矩形槽的检查和测量。精度要求低的沟槽,一般采用钢直尺和卡钳测量。精度要求较高的沟槽,可用千分尺、样板、塞规和游标卡尺等检查测量。
2、数控车床切断
切断要用切断刀,切断刀的形状与车槽刀相似,但因刀头窄而匕,很容易折断。切断刀有高速钢切断刀、硬质合金切断刀、弹性切断刀、反切刀等类型。
数控车床切断方法有以下几种:
1)直进法。切断刀垂直于工件轴线方向进给切断。这种方法效率高,但对车床、切断刀的刃磨、装夹都有较高的要求,否则易造成刀头折断。
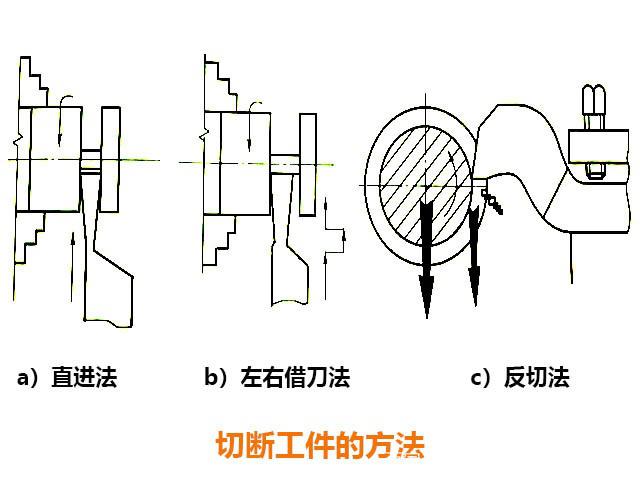
2)左右借刀法。在刀具、工件、车床刚性不足的情况下,可采用借刀法切断工件。这种方法是指切断刀在轴线方向作反复往返移动,随之两侧径向进给,直至工件切断。
3)反切法。反切法是指工件反转,车刀反向装夹。这种切断方法适用于切断直径较大的工件。其优点是:由于作用在工件上的切削力和与主轴重力方向一致(向下),主轴不容易产生上下跳动,切断工件时比较平稳,并且切屑朝下排出,不会堵塞在切削槽中,排屑顺利。
For more information
2022-06-18
2022-06-14
2022-06-08
2022-06-02
2022-06-01
2022-05-20





