















08
2022
-
06
数控车床切槽刀的正确使用方法,避免出现震刀现象
在工业加工中难免会出现震刀,除非你有十多年的车床经验,要不然都无法避免,当然我们可以学会一些技巧,去减少震刀现象的发生。就比如在使用YT15的切刀头,出现震刀厉害的现象,很多人会认为是切不进顶住不是前角的问题,其实是主后角的问题,这是被工件顶住了,车大直径的轴主后角要磨大一点,车刀刀尖比中心低好切是因为后角增大了,你将车刀主后角磨大些,也就是叫刀头下面(角主后刀面)的面磨斜点,注意不是两侧面,保证不会出这个问题了。
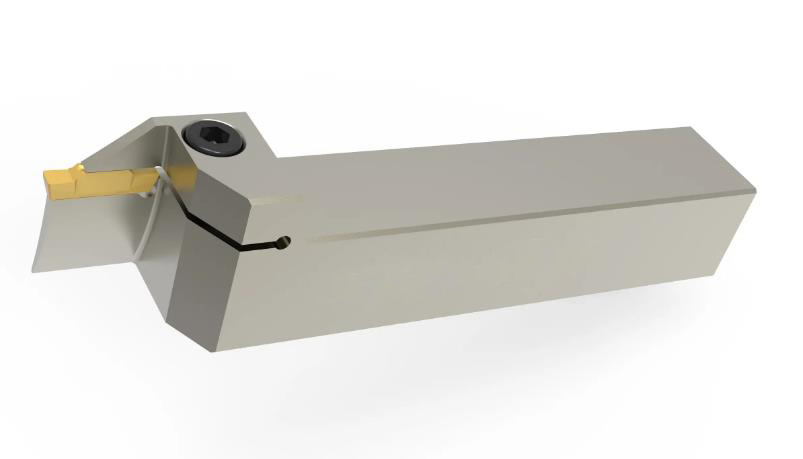
另外一点会影响就是切刀刃不要磨成平的,要磨一点斜度出来,要有一个刀尖,这样切进去更容易,震动会小很多。※后选择一把好的切槽刀也能减少震刀现象的出现,就拿皇准刀具的切槽刀来说,使用过程安全,切削力度适中,硬度强,震刀现象出现相对少。所以不要小看刀具的选择,选择好的刀具往往能事半功倍。
For more information
2022-06-18
2022-06-14
2022-06-08
2022-06-02
2022-06-01
2022-05-20





