















06
2018
-
08
山东名牌产品金星机床星牌多功能机床
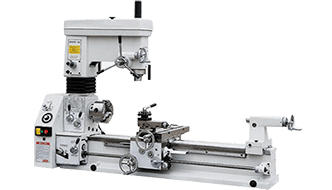
多功能机床又叫多功能车床、轻型多用车床,属于多功能复合机床,结构为在车床的基础上增加钻铣箱,兼具普通车床及钻、铣床的功能,能完成车、钻、铣、镗、攻螺纹、车螺纹等加工。多功能机床广泛适用于各种小型企业和修理行业对金属及其他材料的加工,也可用于学校、医院、科研单位及家庭制作教具,试验装置和工艺品等。
多功能车床由床身、床头箱、钻铣箱、工作台、刀架、尾座、走刀箱、溜板箱和垂直升降机构等组成。以CQB9111多功能机床为例,钻铣部分采用龙门框架封闭结构,横梁既可沿左右立柱垂直升降,又可绕左立柱转动,车削主轴采用短悬伸法兰,尾座套筒全宽配合,整机刚性好。工作台纵横向机动进给,可以加工螺纹。

金星机床从机床设计、零部件选用、装配和精度检测等都坚持以工业机床的标准来生产多功能车床!2009年金星机床生产的多功能机床被山东省名牌战略推进委员会和山东省质量技术监督局授予“山东名牌”称号!一直被模仿,从未被超越!自上世纪九十年代问世以来,就被各科研单位、各大院校、实验室采购,并出口至美国、俄罗斯、日本、中东等三十多个国家和地区。
设计之初就考虑到了机床的精度和刚性,床身、滑板、工作台采用HT300、HT250铸铁,床身导轨使用数控导轨磨床加工、主轴和床头箱使用卧式加工中心加工,装配时接触面经过手工刮研,保证了精度和稳定性。装配过程中经过严格的精度检测,确保加工精度达到0.03毫米!

图为金星多功能机床出厂前使用百分表(精度0.01毫米)进行精度检测
多功能车床操作步骤讲解
车削主轴的正、反转与停止是由组合开关控制的,按变速牌变化皮带轮的不同位置,可使主轴得到9级转速。必须注意:在电机调整运转后,方可打开护罩变换速度,变速时,需首先旋松中带轮锁紧螺栓,待调整适当后再锁紧。
纵向主运动的操作
钻铣主轴的正反转与停止是由组合开关控制的,按转速牌变换皮带轮在塔轮上的位置,可使主轴得到9级变速,变速时打开上护罩,视皮带位置对中带轮位置与张紧轮位置进行调整,达到以下要求:中皮带轮外缘与立柱间距离大于4mm,皮带内圆与立柱及齿条间距离大于5mm,合上护罩,便可操作。
必须注意:1)在电机停止运转后,方可打开护罩。2)当进行铣削时,应将拉杆自钻铣主轴上端孔穿入并将钻铣锥柄拉紧。3)本机提供的钻夹锥柄尾端带螺纹孔,钻削加工时,应用拉杆将锥柄拉紧,防止打滑。用尾座钻孔时也按此要求。
横向进给的操作:
提起横向离合手柄,便可实现机床的横向机动走刀。
纵向进给操作:
提起纵向离合手柄,便可实现机床的纵向机动进给,互锁机构保证机动纵走刀与车丝不能同时进行。
螺纹加工的操作:
在溜板箱各手柄处在分离位置时,将手柄向上转动90度;,使开合螺母与丝杠啮合,便可进行螺纹加工。
注意:加工螺纹时主轴转速选用最低速200r/min.
当电源为220V采用正反转车削螺纹时,必须等电机停转后,方可将组合开关拨向反转位置。
注:参照走刀牌变换手柄1、2、3的位置,可得到不同的纵横进给量及加工螺距,但必须停机变速。
钻铣进给的操纵:
钻铣削时,首先松开滑套锁紧手柄,拉出离合销,转动手柄9,便可实现钻铣削快速进给,盘形弹簧复位。将离合销推入,转动微进给手轮,便可实现钻铣削微进给。铣削时应将滑套锁紧。
随着知名度的提高,市场上有不良厂家对我厂产品进行仿冒,购买时请认准星牌商标和山东临沂金星机床有限公司厂家,谨防假冒。
随着知名度的提高,市场上有不良厂家对我厂产品进行仿冒,购买时请认准星牌商标和山东临沂金星机床有限公司厂家,谨防假冒。
For more information
2022-06-18
2022-06-14
2022-06-08
2022-06-02
2022-06-01
2022-05-20





