















06
2017
-
01
金星机床制造出水表壳加工专用机床
水表壳工件材料为灰铸铁,需要加工端面,内孔及四个角的通孔。
原工序:
1、车床上面加工端面
2、 掉头装夹
3、 加工另一端面
4、 在多孔钻加工4通孔
5、 在台钻加工一个面4个螺纹孔
6、 在台钻加工另一个面的4个螺纹孔
7、 在台钻加工沉孔
按照原工序,需要七次装夹,工人劳动强度大,每天只能加工30个左右,人工成本太高。
原工序:
1、车床上面加工端面
2、 掉头装夹
3、 加工另一端面
4、 在多孔钻加工4通孔
5、 在台钻加工一个面4个螺纹孔
6、 在台钻加工另一个面的4个螺纹孔
7、 在台钻加工沉孔
按照原工序,需要七次装夹,工人劳动强度大,每天只能加工30个左右,人工成本太高。
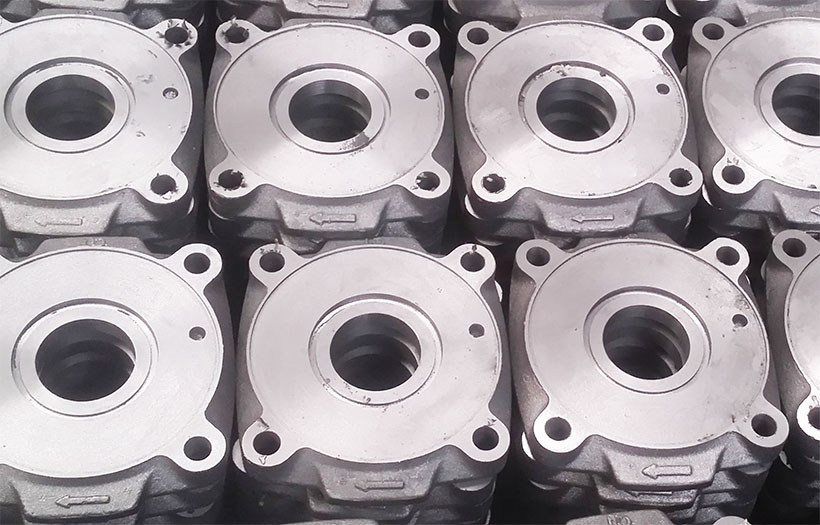
图为灰铸铁水表盖成品
水表壳生产厂家找到金星机床,希望本公司能制造出水表壳加工专用机床。
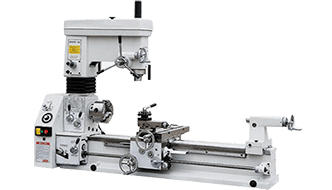
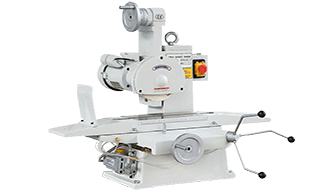
经本公司研发部门工程师们多次设计改进,装配车间和质检部门的大力协助,终于制造出水表壳专用机床CX3070!
本公司制造的水表盖加工专机CX3070,将原工序的七次装夹优化为两次装夹,将生产效率30个/天提升为80个/天,并大大降低了劳动强度。
现工艺:
1、 装夹,车端面及镗内孔,动力头加工四个通孔,动力头加工端面螺纹孔
2、 掉头装夹,车端面及镗内孔,动力头加工沉孔,动力头加工端面螺纹孔
作为拥有五十年历史的机床制造企业,金星机床通过大量技术积累,近几年成功研发出了曲轴加工专用机床、连杆加工专用机床、水表壳加工专用机床、航空插头专用机床、汽油机外壳倒角加工机床、液压管接头专用机床等,极大提高了原件加工企业的生产效率,获得一致好评!
欢迎来电咨询专机定制,售前工程师将竭诚为您服务!
电话:15653996966
For more information
2022-07-07
2022-07-01
2022-06-22
2021-05-03
2019-01-31
2018-12-13





